Lag tid: 01/22/2019
Verden av 3D-utskrift kan være et forvirrende sted. Det finnes utallige typer skriver og tjeneste tilgjengelig, og forskjellene mellom dem er ofte komplekse og vanskelige å sette pris på. Når man sammenligner ulike teknologier, kan enkle spørsmål som "som er raskere", "som gir en bedre finish", eller "som er billigere" ofte produsere komplekse svar og en liste over kvalifiserende utsagn. Dette kan gjøre å velge en 3D-skriver en skremmende og frustrerende oppgave. La oss ta en grundig titt på seks av de store 3D-utskriftsteknologiene som er tilgjengelige i dag, og prøv å gjøre situasjonen litt klarere.
I de siste årene har SLA (stereolitografiapparat) hatt en ganske imponerende økning, og tar mye markedsandel fra FDM. Ikke lenge siden ble denne teknologien sett på som dyr og utilgjengelig, men siden de relevante patenter utløp, har prisene svimlet og nå gir det et høyt presisnivå til en overkommelig pris.

En stor industriell SLA-skriver
SLA-deler produseres av en laser som selektivt herder små områder av harpiks. Laseren trekker ut ett lag av gangen, og etter hvert lag er fullstendig, går plattformen oppover og prosessen fortsetter. Strålen kan være ekstremt liten, noe som gir en meget høy detaljnivå (selv om jo mindre strålen er, desto lengre vil bygningen ta). SLA bygger er ikke bare svært detaljert, men også uvanlig glatt.
En av tingene som setter folk av SLA er harpiksen. Harpiksen som brukes i 3D-utskrift er moderat giftig og må håndteres med stor forsiktighet. Det har også en akrid lukt og må brukes i et godt ventilert rom. Selv om SLA-utstyret nå er veldig rimelig, er harpiksen fortsatt ganske pricy, noe som øker driftskostnadene. De fleste utstyrsproduksjonene insisterer på at brukerne kjøper sin egen proprietære harpiks, som forhindrer shopping rundt for å spare penger.
SLA er en ekstremt allsidig teknologi med et bredt spekter av industrielle applikasjoner. Den brukes mest i hurtig prototyping, og den høye presisjonsgraden gjør den også ideell for å skape verktøy og former. SLA er mindre egnet til å produsere forbrukerprodukter på grunn av begrensninger i materialene som kan brukes. Det er også litt treg for store produksjonsruter.
DLP (digital lysbehandling) ligner SLA fordi deler dannes ved herding av harpiks med laser. Hovedforskjellen er at i stedet for en smal stråle som trekker ut hvert lag, blir det i DLP helbrettet kurert i en enkelt eksponering.

Nærbilde av harpiksbakken
Til tross for at teknologien er svært lik SLA, kan deler produsert ved hjelp av DLP se betydelig forskjellig ut. SLA produserer glattere overflater og flere avrundede kanter, mens DLP produserer mer teksturerte overflater med høyere detalj. Hvorvidt disse egenskapene betraktes som en fordel eller en ulempe, avhenger av den delen som fremstilles og ønsket effekt. Årsaken til at SLA gir glattere overflater er fordi laserhodet kan lage buede bevegelser, utjevne eventuelle grovfôr. I DLP er laseren rettet mot harpiksen ved hjelp av små speil, og størrelsen på hvert speil bestemmer pikselstørrelsen. Derfor fremstilles buede kanter i DLP ved hjelp av kvadratpiksler som gjør en perfekt jevn overflate umulig. Imidlertid er pikselstørrelsen i DLP generelt mindre enn laserpunktstørrelsen til SLA, slik at en større detaljnivå er mulig i DLP.
Fordi hvert lag er produsert alt det en gang, er det ikke overraskende at DLP ofte er raskere enn SLA. Hastigheten fordel er maksimert i tilfeller der delen er ekstremt tett. Det tar laserhodet lang tid å tegne et tett objekt ved hjelp av en smal stråle, men i DLP kan hele laget gjøres samtidig. Men for intrikate deler som består av mange tynne eller hule strukturer, kan SLA faktisk være raskere. Videre bør det også bemerkes at for store, svært detaljerte deler, kan det ikke være nok piksler for å oppnå full oppløsning på tvers av hele laget.
DLP har et meget lignende sett med applikasjoner som SLA og brukes mye i rask prototyping. Når du bestemmer mellom SLA og DLP, vil den viktigste faktoren være den typen del som blir produsert og ønsket type type (se ovenfor).
I likhet med SLA og DLP benytter SLS (selektiv lasersintring) også laserteknologi. Imidlertid bruker SLS i stedet for å bruke harpiks pulverformet materiale, noe som resulterer i et helt annet sett av egenskaper. Dette pulveret er sintret (fusjonert gjennom varme) av laseren, og delen er bygget opp lag for lag inne i byggekammeret.

Rengjør overflødig pulver
Den største fordelen med SLS-utskrift er i kompleksiteten til designene som kan produseres. I motsetning til de fleste andre typer 3D-utskrift, krever SLS aldri støttestrukturer og bokstavelig talt kan enhver form produseres. Dette skyldes at pulverkammeret er fullstendig fylt og den ferdige delen vil alltid komme ut helt innkapslet i ubrukt pulver. Usintret pulver gir støtte til eventuelle hengende strukturer som delen kan inkludere.
SLS støtter utrolig små veggtykkelser som kan være bokstavelig tynn - SLS-skrivere kan skrive ut bokformede deler med individuelle sider som kan blåses gjennom. Flytte deler som spinnhjul og arbeidshengsler er også mulige rett ut av maskinen. SLS-skrivere bruker vanligvis Nylon-materiale som produserer robuste, faste deler som er egnet til bruk som ferdige produkter.
Ulempen er at utstyret er stor, dyrt og krever vanligvis trening for drift. Pulveret er også ganske pricy og kan være rotete å jobbe med (ansiktsmasker kreves til enhver tid). Det er viktig å merke seg at pulverkammeret alltid skal fylles helt på x- og y-aksene (på z-aksen må det bare fylles opp til delens høyde). Dette betyr at hvis du har en stor maskin og skriver ut en enkelt del, vil det være en stor mengde spildt pulver. Det er mulig å gjenbruke noe av pulveret som ikke ble sintret, men dette medfører reduksjon i kvalitet. Derfor er det best å skrive ut flere deler i samme kammer for å bruke en SLS-maskin økonomisk, eller skrive ut en stor del som tar mest ut av plassen på x- og y-aksene.
SLS er godt egnet til å produsere funksjonelle deler, mye mer enn SLA og DLP. Dette skyldes SLS som støtter et mye bredere spekter av materialer og har ekstremt høy byggekvalitet. SLS-skrivere kan produsere funksjonelle deler som er ekstremt holdbare. Teknologien er også utmerket til å produsere deler med snap-fits, mekaniske ledd og hengsler.
FDM (også kjent som FFF) er den mest utbredte formen for 3D-utskrift i dag. De fleste desktop 3D-skrivere bruker FDM-teknologi, og på grunn av lav pris og tilgjengelighet er det første valg av hobbyister og entusiaster. Det er ingen lasere eller harpiks, skriverhodet beveger seg ganske enkelt rundt og legger små mengder smeltet termoplast som raskt herdes, og bygger opp et lag for lag.

En FDM-skriver
De mest attraktive egenskapene til FDM er at den er billig og enkel å bruke. Desktop FDM-skrivere selger for bare noen få hundre dollar og er kompakte nok til å passe inn i noe mellomrom. De er også i utgangspunktet plug and play, noe som gjør dem svært tilgjengelige for ikke-spesialister.
Det er imidlertid en god grunn til at de er så billige. FDM-skrivere kan ikke engang komme nær SLA når det gjelder kvalitet. Detaljene av FDM-konstruksjoner er begrenset av størrelsen på dysehodet, som typisk er regionen 0,4 mm (mer enn ti ganger større enn laserpunktstørrelsen på noen SLA-skrivere). Dette resulterer i store lagbredder, så mye at "trapphus" er tydelig synlig på overflater. Etterbehandling kan lindre dette i noen grad, men det er fortsatt langt fra ideelt. FDM-produserte deler lider også dårlig fra forvrengning (deler kan forme litt når termoplastene avkjøler og krymper)
FDM er populært blant hobbyister, men det er også mye brukt i industrien. Teknikken er ganske fleksibel og støtter et bredt spekter av materialer, så det brukes i alle typer næringer, fra bil til vitenskapelig. Den er ideell for laboratorier eller arbeidsstasjoner hvor rommet har en premie, eller hvor forholdene gjør det vanskelig å bruke harpiks. Byggekvaliteten kan være mindre enn perfekt, men for mange næringer får jobben til lav pris og uten komplikasjoner.
PolyJet 3D-skrivere har en sterk fysisk likhet med tradisjonelle blekkskrivere, og dermed valget av navn på teknologien. PolyJet har noen egenskaper som er felles med FDM, men PolyJet er på et annet nivå når det gjelder kvalitet og fleksibilitet.

Likheten med blekkskrivere er sterk. Plattformen beveger seg ned når delen er bygget.
Den primære fordelen med PolyJet er at den kan skrive ut ved hjelp av flere materialer samtidig, og i flere farger. En enkelt del kan skrives ut med varierende hardhet og fleksibilitet, i tillegg til å inkorporere en blanding av ugjennomsiktig og transparent materiale. Dette gir en fleksibilitet som alle andre 3D-utskriftsløsninger strever for å matche. I likhet med blekkpatroner i en blekkskriver, bruker en PolyJet-skriver materialpatroner som vanligvis kjøpes direkte fra produsenten, og flere patroner kan installeres samtidig.
PolyJet-skrivere kan også produsere utrolig fine lag, tynnere enn 0,01 mm. Dette er bedre enn noen av de andre teknologiene som beskrives her. Oppløsningen er også veldig høy, og finishen krever liten etterbehandling (bortsett fra å fjerne støttene).
En ulempe med PolyJet er at det er veldig sakte ved utskrift av store deler. For små deler (mindre enn 10-12 cm) er teknikken ganske rask (mye raskere enn SLA), da trykkhodet ikke har langt å reise, men de større delene blir, jo lenger hodet må reise og jo tregere det blir. For svært store deler kan hastigheten være uutholdelig sakte. Det er heller ikke en billig teknologi, maskinene er generelt mye dyrere enn sammenlignbare SLA- eller DLP-modeller, og materialet kan være opptil 4 ganger prisen.
PolyJet er perfekt for de som ønsker å skrive ut små deler av meget høy kvalitet som benytter flere typer materiale og farger. På grunn av dette er den spesielt egnet for direkte utskrift av forbrukerprodukter, og teknologien brukes mye i medisinsk industri der absolutt presisjon er avgjørende. PolyJet er mindre egnet til rask prototyping på grunn av de høye kostnadene og langsomme byggetider for større deler.
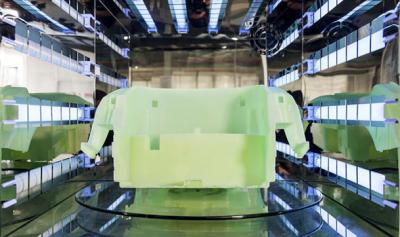
San Francisco-baserte Carbon gjorde en opprør når de annonserte sin nye CLIP (kontinuerlig flytende grensesnittproduksjon) 3D-utskriftsmetode tilbake i 2014. CLIP-løftene bygger hastigheter som tidligere var tenkt umulig, og fremtiden for 3D-utskrift kan godt tilhøre dette fantastiske ny teknologi. For nåtid har CLIP begrenset tilgjengelighet, og det øyeffektive prisen setter det utover de fleste.

En kompleks del som kommer jevnt ut av harpiksen.
Carbon hevder at deres M1- og M2-maskiner kan skrive ut deler opptil 100 ganger raskere enn en vanlig stereolithografimaskin, og de har utført demonstrasjoner som viser at komplekse deler skrives ut i løpet av få minutter. CLIP ligner nærmest DLP, men i stedet for at hvert lag blir herdet en etter en, er utskrift kontinuerlig og delen ser ut til å komme magisk ut av harpiksen. Dette oppnås ved selektivt å utsette harpiksen, ikke bare for lys, men også for oksygen, noe som øker herdingsprosessen. Byggekvaliteten er god, men kanskje ikke så bra som SLS og PolyJet. Det skal bemerkes at i felles med alle andre teknikker bortsett fra SLS, krever deler som produseres ved hjelp av CLIP ofte støtter.
På grunn av patenter er det eneste selskapet som produserer CLIP-skrivere, Carbon, og det er ikke overraskende at teknologien ikke kommer billig. Dette minner om situasjonen med SLS, som var ekstremt dyrt frem til 2014 da de relevante patenter utløp og konkurrenter kom inn på markedet. For tiden tilbyr Carbon bare sine skrivere på en veldig pricy abonnementsmodell.
Den primære egenskapen til CLIP er dens hastighet, så det virker naturligvis underverk for rask prototyping og for å redusere time-to-market. Bedrifter som bruker CLIP bytter ofte fra sprøytestøping, noe som er langsommere og mangler fleksibiliteten til lynrask 3D-utskrift.
| Technology | Main Advantages | Main Disadvantages | Materials |
|---|---|---|---|
| SLA |
-High level of precision -Good value for money -Creates smooth, rounded surfaces |
-Resin can be expensive and difficult to work with -Slow, especially when printing in full detail |
Photosensitive resins (ABS-like, PP-like, PE-like, PC-like) |
| DLP |
-Higher resolution than SLA -Faster than SLA for some part types |
-Quality restricted by pixel size -Produces rough textures -Problems associated with resin |
Photosensitive resins (ABS-like, PP-like, PE-like, PC-like) |
| SLS |
-No support structures required -Produces strong, high-quality parts -Miniscule layer thickness |
-Equipment is complex and expensive -Powder must fill the build chamber |
Wide choice (nylon, polystyrenes, metal, rubber-like, many others) |
| FDM |
-Cheap -Very easy to use |
-Lack of detail -Staircase texture -Warping |
Wide choice (nylon, ABS, PLA, PC, PC-ABS, others) |
| PolyJet |
-Supports mix of colors in one part -Supports mix of colors in one part -Very fine resolution |
-Slow when printing large parts -Equipment is expensive |
Wide choice (digital ABS, bio-compatible, rubber-like, transparent, many others) |
| CLIP | Incredibly fast | Prohibitively expensive | Special photosensitive resins |




 中文
中文 English
English 日本語
日本語 한국어
한국어 Français
Français Deutsch
Deutsch Italiano
Italiano Pусский
Pусский Português
Português Türkçe
Türkçe हिंदी
हिंदी Norsk
Norsk